 0371-53732143
0371-53732143
高频钎焊设备如何对对铝电缆接头进行软钎焊?
来源:郑州高氏 更新时间:2016-7-7 16:32:49 点击:
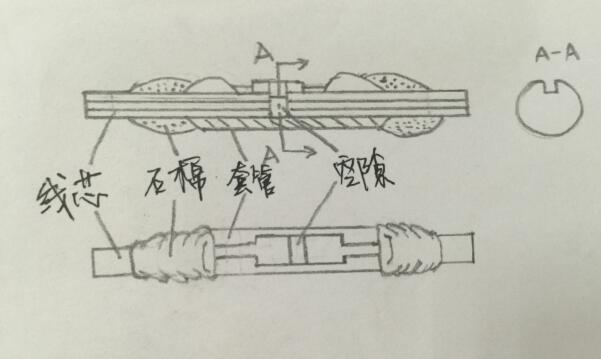
钎料为铝的软钎料(如HL607),钎剂为QJ203。钎焊前,根据电缆绞线截面大小,准备一个开槽的铝质套管,使它紧套在铝芯线上,再用石棉带或玻璃纤维把套管两端完全封住,套管的内表面及绞线的外表面和端部均应用钢丝刷擦至发毛为止。焊接时,在从套管开槽口中露出的线芯上及线芯末端均匀地敷一层钎剂,用喷灯在套管下部中间处加热。所用喷灯的喷口要小,使火焰发散致太宽,否则电缆的绝缘纸可能发生烧焦。火焰应由套管的下部向上热,避免火焰与钎剂直接接触。当加热到钎剂熔化并冒白烟(约300℃)时移开喷灯,立即用钎料的一端与从套管槽口中露出的线芯接,来回涂擦;此时,钎料通过线芯的热传导被逐渐加热熔化,并沿着多股发芯的间隙填充,直至充满为止。
在钎焊过程中,可不断用钎料或其他工具敲击接头,使钎料充满所有间隙,呈盈洒状态。当钎料填满后,清除表面钎剂残渣及污物,再用锡铅钎料(如HL603)在套管外表面及开槽口处。如温度不够,可用喷灯从套管上部加热,涂敷后用干布轻轻揩抹整套管外表面,因此时钎料尚在半塑性状态,故通过揩抹可得到光洁表冚,至此钎焊完毕。